

Cálculo de OEE: Como Calcular a Eficiência dos Equipamentos Passo a Passo
O cálculo de OEE é uma das métricas mais estratégicas da indústria para medir eficiência operacional, identificar perdas produtivas e aumentar a competitividade. Empresas orientadas a dados utilizam o OEE para transformar informações do chão de fábrica em decisões rápidas e assertivas.
Neste conteúdo, você vai aprender como calcular OEE, entender a fórmula do OEE, visualizar exemplos práticos e aplicar esse indicador como ferramenta real de gestão industrial.
Como calcular OEE?
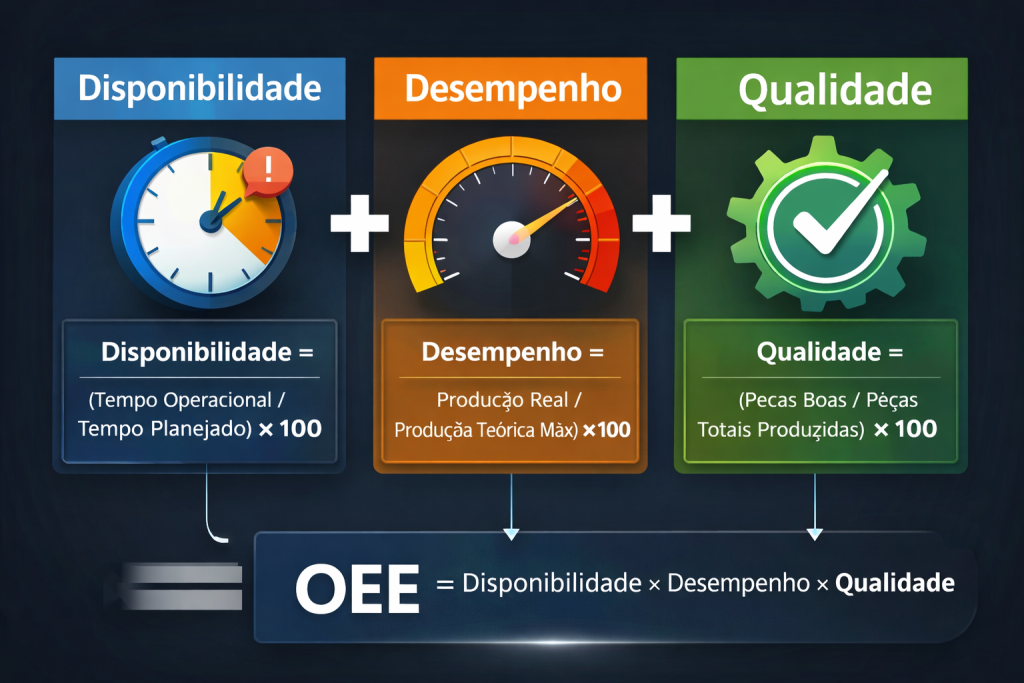
O cálculo de OEE é feito multiplicando três indicadores da produção: Disponibilidade, Desempenho e Qualidade.
Fórmula do OEE:
OEE = Disponibilidade × Desempenho × Qualidade
Esse cálculo mostra a eficiência real do equipamento considerando tempo de operação, velocidade produtiva e qualidade dos produtos fabricados.
O que é OEE e por que ele é essencial na indústria
OEE significa Overall Equipment Effectiveness, ou Eficiência Global dos Equipamentos. Trata-se de um indicador-chave de desempenho que mede o quanto um equipamento está sendo utilizado de forma eficiente em relação ao seu potencial máximo.
O OEE consolida três fatores críticos da produção industrial: Disponibilidade, Desempenho e Qualidade. Juntos, eles oferecem uma visão clara e objetiva das perdas operacionais, permitindo ações direcionadas para melhoria contínua, aumento de produtividade e redução de desperdícios.
Os três pilares do cálculo de OEE
Disponibilidade
A Disponibilidade mede o tempo em que o equipamento realmente esteve em operação em relação ao tempo planejado de produção. Paradas não planejadas, falhas mecânicas e manutenções corretivas impactam diretamente esse indicador.
Fórmula da Disponibilidade
Disponibilidade = (Tempo Operacional / Tempo Planejado) × 100
Desempenho
O Desempenho avalia se o equipamento está produzindo na velocidade ideal. Microparadas, redução de velocidade e ajustes frequentes reduzem esse índice e afetam diretamente a eficiência produtiva.
Fórmula do Desempenho
Desempenho = (Produção Real / Produção Teórica Máxima) × 100
Qualidade
A Qualidade mede o percentual de produtos bons em relação ao total produzido. Refugo, retrabalho e desvios de processo representam perdas diretas nesse fator.
Fórmula da Qualidade
Qualidade = (Peças Boas / Peças Totais Produzidas) × 100
Fórmula completa do cálculo de OEE
O cálculo de OEE é feito pela multiplicação dos três fatores:
OEE = Disponibilidade × Desempenho × Qualidade
O resultado representa a eficiência real do equipamento considerando tempo, velocidade e qualidade simultaneamente.
Exemplo prático de cálculo de OEE
Considere o seguinte cenário industrial:
Tempo planejado de produção: 480 minutos
Tempo real em operação: 420 minutos
Capacidade máxima: 1.000 unidades
Produção real: 900 unidades
Peças boas: 850 unidades
Cálculos
Disponibilidade = (420 / 480) × 100 = 87,5%
Desempenho = (900 / 1.000) × 100 = 90%
Qualidade = (850 / 900) × 100 = 94,4%
Resultado final
OEE = 0,875 × 0,90 × 0,944 = 74,3%
Esse valor indica oportunidades claras de melhoria operacional nos processos produtivos.
Qual é um bom valor de OEE?
De forma geral, o OEE é classificado em faixas de desempenho que ajudam a indústria a entender seu nível de maturidade operacional.
Valores de referência comumente utilizados na indústria:
- Abaixo de 60%: desempenho baixo, com grandes perdas operacionais
- Entre 60% e 75%: desempenho intermediário, com oportunidades claras de melhoria
- Entre 75% e 85%: bom desempenho operacional
- Acima de 85%: nível de excelência operacional
É importante destacar que o valor ideal de OEE pode variar conforme o tipo de indústria, processo produtivo e complexidade operacional. O mais importante é utilizar o OEE como base para melhoria contínua, e não apenas como um número isolado.
Principais benefícios de monitorar o OEE
O monitoramento contínuo do OEE permite:
Identificar perdas produtivas com precisão
Reduzir paradas não planejadas
Aumentar a produtividade industrial
Apoiar decisões estratégicas de manutenção e investimento
Sustentar uma cultura de melhoria contínua baseada em dados
Cálculo de OEE manual versus automatizado
O cálculo manual de OEE, geralmente feito por planilhas, pode funcionar em operações simples, mas apresenta limitações claras em ambientes industriais complexos. Dados atrasados, falhas de registro e baixa confiabilidade comprometem a tomada de decisão.
Soluções automatizadas permitem o cálculo de OEE em tempo real, com coleta automática de dados, dashboards operacionais, análises por turno, máquina e produto, além de integração com sistemas MES e ERP.
Estratégias para melhorar o OEE na prática
Para elevar o OEE de forma consistente, é essencial:
Implementar manutenção preventiva estruturada
Padronizar processos operacionais
Capacitar operadores
Eliminar gargalos produtivos
Monitorar continuamente Disponibilidade, Desempenho e Qualidade
O OEE deve ser utilizado como ferramenta de gestão, não apenas como indicador de relatório.
OEE aplicado a diferentes setores industriais
O conceito de OEE é aplicável a diversos segmentos industriais:
Alimentos e bebidas com foco em desempenho e paradas
Metal mecânica com foco em disponibilidade e setups
Farmacêutica com foco rigoroso em qualidade
Plásticos e injeção com foco em ciclo produtivo e refugo
A métrica é a mesma, a estratégia de atuação muda conforme o processo.
Erros comuns no cálculo de OEE
Alguns erros comprometem a confiabilidade do OEE:
Ignorar microparadas
Utilizar dados incompletos ou inconsistentes
Não registrar corretamente refugo e retrabalho
Analisar OEE sem contexto operacional
Evitar esses erros é fundamental para que o indicador reflita a realidade da produção.
Cálculo de OEE integrado a sistemas MES
Na prática industrial, o cálculo de OEE atinge seu maior valor quando integrado a um sistema MES. Diferente de controles manuais ou planilhas, um MES permite coletar dados automaticamente diretamente do chão de fábrica, garantindo precisão, confiabilidade e visibilidade em tempo real.
Com o OEE integrado ao MES, a indústria passa a enxergar:
Paradas no momento em que acontecem
Quedas de desempenho por máquina ou turno
Perdas de qualidade por produto ou processo
Indicadores consolidados para tomada de decisão
Essa integração transforma o OEE de um indicador histórico em uma ferramenta operacional ativa, permitindo ações imediatas e melhoria contínua baseada em dados reais.
Por que o cálculo de OEE é fundamental para a gestão industrial?
O cálculo de OEE permite que gestores industriais tomem decisões baseadas em dados reais do chão de fábrica. Ao identificar perdas de Disponibilidade, Desempenho e Qualidade, a gestão consegue priorizar ações com maior impacto financeiro e operacional.
Mais do que um indicador operacional, o OEE se torna uma ferramenta estratégica de gestão quando analisado de forma contínua e integrada aos processos industriais.
Conclusão
O cálculo de OEE é um dos pilares da excelência operacional. Empresas que dominam esse indicador conseguem transformar dados do chão de fábrica em ganhos reais de eficiência, produtividade e competitividade.
Mais do que calcular, é necessário monitorar, analisar e agir continuamente sobre os dados de OEE para alcançar resultados sustentáveis na indústria.

