


Benchmark OEE é a comparação estruturada entre o seu indicador de eficiência operacional e padrões reais de mercado, segmentados por setor, porte e regime produtivo. Este artigo é para o gestor industrial que já calcula OEE, conhece os três pilares de disponibilidade, performance e qualidade, e agora precisa responder a uma pergunta direta da diretoria: o nosso número é bom?
Aqui você verá os patamares reais do benchmark OEE em manufatura discreta e processo contínuo, a média da indústria brasileira, os marcos de classe mundial, exemplos numéricos passo a passo e os erros mais comuns ao usar benchmarks como meta. O objetivo é simples: dar a você uma régua honesta para posicionar sua operação e tomar decisões de investimento com base em comparação justa.
O Que é Benchmark OEE e Por Que Comparar
Benchmark OEE é o processo de avaliar o desempenho de uma planta, linha ou ativo contra referências externas (média do setor, melhores práticas, classe mundial) e contra referências internas (turnos, produtos, ativos similares). Sem benchmark, o OEE vira apenas um número isolado; com benchmark, ele vira um diagnóstico.
A motivação central é estratégica. Quando o conselho industrial pergunta se faz sentido investir em modernização, automação ou em uma plataforma MES, o benchmark OEE oferece a base quantitativa para a resposta. Ele permite estimar o gap potencial em pontos percentuais, traduzir esse gap em volume de produção recuperada e calcular ROI sobre cada iniciativa.
Para o gestor industrial, dominar benchmark OEE significa três coisas práticas: parar de comparar maçãs com bananas, identificar quais perdas são realmente atípicas no seu setor e priorizar projetos pelo tamanho do impacto. Plataformas MES modernas aceleram esse trabalho ao consolidar automaticamente os dados de chão de fábrica, eliminando a coleta manual que distorce qualquer tentativa de comparação.
Por Que o Benchmark OEE Não É um Número Único
Existe um mito persistente de que o benchmark OEE de classe mundial é universal e fixado em 85%. Esse número, originado da Japanese Institute of Plant Maintenance nos anos 1970, foi formulado para linhas de alto volume, dedicadas a um único produto, com pouquíssimo setup. Aplicar esse mesmo benchmark a uma indústria farmacêutica, a uma siderurgia ou a uma metalmecânica de pequeno lote é tecnicamente incorreto.
O benchmark OEE precisa ser segmentado por regime produtivo, complexidade do mix, criticidade regulatória e maturidade tecnológica. Por isso este artigo apresenta uma tabela comparativa por setor, e não um único valor de referência.
Benchmark OEE Mundial: Os Números de Classe Mundial
O conceito de classe mundial em OEE foi consolidado a partir de três limites de performance dos pilares individuais. Esses limites continuam sendo a base mais aceita internacionalmente, ainda que precisem ser calibrados pelo contexto.
- Disponibilidade ≥ 90%: tempo operacional sobre tempo planejado, descontando paradas não planejadas e setups longos.
- Performance ≥ 95%: velocidade real sobre velocidade nominal, descontando microparadas e perdas de ciclo.
- Qualidade ≥ 99,9%: peças boas sobre peças produzidas, descontando refugo e retrabalho.
Multiplicando os três, chega-se ao famoso benchmark OEE de 85%. Esse patamar é sustentado por apenas 5 a 10% das plantas industriais no mundo. A média global da manufatura discreta fica entre 55% e 65%, e plantas que conseguem subir de 60% para 75% costumam liberar capacidade equivalente a quase um turno adicional sem investir em máquinas novas.
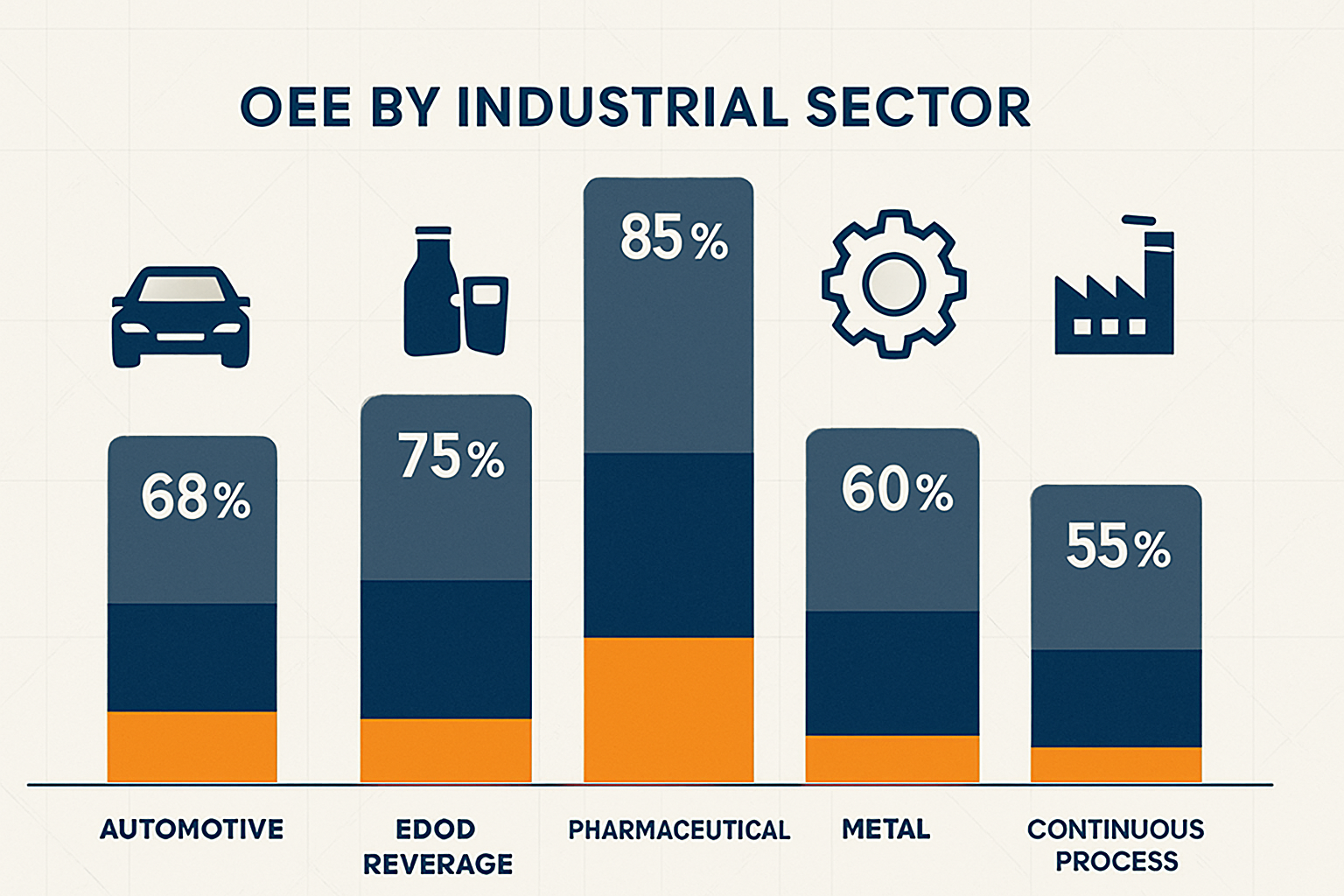
Benchmark OEE por Setor: Tabela Comparativa
A comparação mais útil é por setor. A tabela abaixo organiza os patamares típicos de benchmark OEE para os principais segmentos industriais. Os valores representam faixas observadas em estudos consolidados e em coletas reais via sistemas de monitoramento contínuo.
| Setor Industrial | OEE Médio | Bom | Classe Mundial | Característica Crítica |
|---|---|---|---|---|
| Automotivo (linha dedicada) | 65–72% | 80% | 85–90% | Alto volume, baixa variação |
| Metalmecânica (lote pequeno) | 50–60% | 70% | 78–82% | Muitos setups, mix alto |
| Alimentos e Bebidas | 55–65% | 75% | 82–88% | Limpeza CIP, sazonalidade |
| Farmacêutico | 40–55% | 65% | 70–78% | Validação regulatória forte |
| Processo Contínuo (siderurgia, petroquímica) | 75–82% | 88% | 92–95% | Operação 24/7, paradas raras |
| Têxtil | 45–58% | 68% | 75–80% | Quebras de fio, ajustes finos |
| Embalagem | 55–65% | 78% | 85–90% | Sensível a microparadas |
| Plásticos e Injeção | 50–62% | 75% | 82–87% | Setup de molde longo |
Repare que a distância entre o OEE médio e o classe mundial em alguns setores chega a 30 pontos percentuais. Esse é o tamanho real do potencial escondido em fábricas que ainda operam com apontamento manual e relatórios em planilhas. O benchmark OEE só revela esse potencial quando os dados são coletados de forma automatizada e contínua. É exatamente esse o papel de uma plataforma MES como o StrategyOEE, que integra diretamente CLPs, sensores e interfaces de operador para gerar o benchmark OEE em tempo real.

Benchmark OEE no Brasil: Onde Sua Fábrica Se Posiciona
Estudos do setor industrial brasileiro mostram cenários distintos. A média geral observada em pesquisas com indústrias de pequeno e médio porte fica em torno de 60%. Plantas mais maduras tecnologicamente, com monitoramento em tempo real e cultura forte de melhoria contínua, atingem 75% a 80%. Operações com apontamento manual, planilhas e baixa governança de dados ficam em 40% a 50%, com casos extremos abaixo de 35%.
Existe um ponto importante: muitas plantas brasileiras reportam OEE inflado porque calculam de forma incorreta. Esse fenômeno é tão comum que merece atenção explícita. Antes de comparar seu número com o benchmark OEE, valide a fórmula. Veja em detalhe os principais erros no cálculo de OEE e revise sua metodologia.
Por Que o OEE Brasileiro Costuma Estar Distorcido
Três distorções dominam o cenário nacional. A primeira é a exclusão sistemática de paradas planejadas longas que deveriam estar no denominador. A segunda é o uso de velocidade reduzida na planilha em vez da velocidade nominal de projeto, mascarando perdas de performance. A terceira é a contagem de retrabalho como produção boa, escondendo perdas de qualidade.
Esses três vieses, combinados, podem inflar o OEE em 15 a 25 pontos percentuais. Uma fábrica que reporta 78% pode estar, na realidade, operando a 55%. Essa é a diferença entre acreditar que está perto de classe mundial e descobrir que está, de fato, na média brasileira.
Como Comparar Seu OEE com o Benchmark
Comparar OEE com benchmark exige metodologia. Não basta pegar o número da planilha e jogar contra a tabela; é preciso garantir que a base de comparação é equivalente. O processo robusto envolve três etapas.
1. Auditoria de Cálculo
Antes de qualquer comparação, audite a fórmula. Confirme se o tempo planejado inclui apenas paradas estratégicas, se a velocidade nominal corresponde ao manual do equipamento, e se o retrabalho está sendo descontado. Documente a política de cálculo em uma única folha e treine todos os apontadores na mesma base.
2. Coleta de Dados Automatizada
Coleta manual gera viés por desconto, por esquecimento e por priorização. Para que o benchmark OEE seja confiável, os dados precisam vir do equipamento. CLPs, sensores de ciclo e botoeiras de classificação de parada fornecem a base verdadeira, automaticamente, eliminando a dependência de operadores para o registro do tempo.
3. Comparação por Turno, Produto e Ativo
O OEE consolidado da planta esconde a variação real. Compare turno A versus turno B, produto X versus produto Y, ativo 1 versus ativo 2. Em muitas fábricas, a diferença entre o melhor turno e o pior turno chega a 20 pontos, e essa lacuna interna costuma ser a oportunidade mais barata de melhoria.
Exemplo Numérico: Calculando a Distância até o Benchmark OEE
Considere uma planta metalmecânica de médio porte que opera em três turnos de 8 horas, 22 dias úteis por mês, com 4 linhas de produção paralelas. O OEE médio reportado é 58%, contra um benchmark de bom para o setor de 70% e classe mundial de 80%.
Cenário atual:
- Tempo planejado mensal por linha: 24 h × 22 dias = 528 h
- Capacidade nominal: 200 peças/hora
- Capacidade nominal mensal por linha: 105.600 peças
- Produção real (com OEE 58%): 61.248 peças/mês por linha
- Receita unitária média: R$ 22,00
- Receita atual mensal por linha: R$ 1.347.456
- Total atual (4 linhas): R$ 5.389.824/mês
Cenário com OEE 70% (benchmark bom do setor):
- Produção: 73.920 peças/mês por linha
- Acréscimo de 12.672 peças/linha = 50.688 peças/mês total
- Receita adicional: R$ 1.115.136/mês = R$ 13,38 milhões/ano
Cenário com OEE 80% (classe mundial do setor):
- Produção: 84.480 peças/mês por linha
- Acréscimo total de 92.928 peças/mês versus base
- Receita adicional: R$ 2.044.416/mês = R$ 24,53 milhões/ano
Esse é o tipo de cálculo que transforma o benchmark OEE de tabela acadêmica em business case. Em uma planta típica, fechar metade do gap até o benchmark do setor financia o projeto de modernização em menos de 12 meses. Para um diagnóstico mais aprofundado de como destravar esse ganho, vale revisar nosso conteúdo sobre como melhorar o OEE na prática.
Erros Comuns ao Usar Benchmark OEE
O benchmark OEE é uma ferramenta poderosa, mas mal aplicado vira armadilha. Os erros mais frequentes que observamos no chão de fábrica brasileiro são previsíveis e evitáveis.
- Comparar setores diferentes: medir uma metalmecânica contra benchmark automotivo de alto volume gera frustração e decisões erradas.
- Ignorar regime produtivo: lote pequeno com mix alto sofre estruturalmente em disponibilidade pelo setup, e isso precisa entrar na análise.
- Tratar 85% como meta universal: já mostramos que 85% nem sempre é alvo correto; em farmacêutico, 70% já é classe mundial.
- Usar OEE consolidado em vez de granular: o número da planta esconde o detalhe que importa; sempre compare por ativo, turno e produto.
- Calcular OEE manualmente e comparar com benchmark coletado por sensor: bases incompatíveis.
- Definir metas agressivas demais: pular 20 pontos em 6 meses não é realista; o caminho é 3 a 5 pontos por trimestre, sustentados.
- Premiar o número sem auditar a metodologia: bônus atrelado a OEE sem governança gera distorção sistemática.
Quando o Benchmark OEE de 85% Não Faz Sentido
Existem contextos legítimos em que mirar 85% é tecnicamente inadequado. Reconhecer isso evita projetos mal calibrados e perda de credibilidade do indicador junto à diretoria.
Em indústrias farmacêuticas, a validação regulatória obriga paradas extensas para limpeza, troca de produto e amostragem. Mirar 85% nessas plantas geralmente significa cortar etapas obrigatórias de qualidade, o que é proibido. O benchmark realista é 70%.
Em operações com mix muito alto e lotes pequenos, a parcela do tempo dedicada a setup é estruturalmente grande. Mesmo aplicando SMED de forma agressiva, raramente se chega a 80%. O benchmark OEE razoável fica entre 72% e 78%.
Em processos contínuos maduros, ao contrário, mirar 85% é pouco ambicioso. Uma siderurgia bem gerida sustenta 92% a 95%, e usar 85% como meta deixaria dinheiro na mesa.
Em fábricas em fase de implantação ou ramp-up, o OEE inicial costuma ser muito baixo (30% a 40%) e qualquer comparação com classe mundial precisa de uma curva de maturidade de 18 a 36 meses.
Como o StrategyOEE Acelera Seu Caminho ao Benchmark
Avançar no benchmark OEE depende de duas coisas que poucas plantas dominam: dados verdadeiros em tempo real e governança de causa raiz por parada. É exatamente essa a proposta do StrategyOEE, plataforma MES SaaS da MOCX desenhada para o contexto industrial brasileiro.
A plataforma conecta diretamente CLPs, sensores e botoeiras de chão de fábrica, eliminando o apontamento manual e garantindo que o número que chega ao gestor é o número que aconteceu. Em poucas semanas de operação, é comum descobrir que o benchmark OEE real está 12 a 20 pontos abaixo do que a planilha sugeria, e isso libera um plano de ação muito mais preciso.
Além disso, o sistema categoriza automaticamente paradas por causa, mostra ranking de perdas por turno e ativo, e gera relatórios prontos para reunião de diretoria. O resultado típico em clientes da MOCX é ganho de 8 a 15 pontos de OEE no primeiro ano, com payback inferior a 12 meses. Para entender melhor como o OEE em tempo real transforma a operação, vale conferir nosso material específico.
Perguntas Frequentes sobre Benchmark OEE
Qual é o benchmark OEE de classe mundial?
O benchmark OEE de classe mundial mais aceito é 85%, derivado da combinação de 90% de disponibilidade, 95% de performance e 99,9% de qualidade. Esse valor é referência para manufatura discreta de alto volume; em processo contínuo, classe mundial fica entre 92% e 95%, e em farmacêutico, em torno de 70%.
Qual o OEE médio das indústrias brasileiras?
O OEE médio da indústria brasileira fica entre 55% e 65%, com forte variação por setor. Plantas com apontamento manual costumam ficar abaixo de 50%, enquanto operações com MES e monitoramento em tempo real superam 70%. A média esconde, porém, o impacto comum de cálculos inflados por metodologias incorretas.
Como saber se meu OEE é bom?
Compare seu OEE com o benchmark do seu setor específico, considerando porte, regime produtivo e maturidade tecnológica. Use a tabela por setor deste artigo como ponto de partida. Em paralelo, audite a metodologia de cálculo; muitas fábricas descobrem que o número reportado está 15 pontos acima do real.
Qual a diferença entre benchmark OEE interno e externo?
Benchmark OEE externo é a comparação com referências de mercado (setor, classe mundial, estudos). Benchmark OEE interno é a comparação entre ativos, turnos, produtos e plantas dentro da mesma empresa. O interno costuma gerar ganhos mais rápidos porque elimina diferenças contextuais e foca em variabilidade controlável.
Quanto tempo leva para chegar ao benchmark OEE de classe mundial?
Em jornadas reais, uma planta que parte de 55% leva de 24 a 48 meses para atingir 80% de forma sustentada. O caminho envolve digitalização da coleta, governança de paradas, programas estruturados como TPM e SMED, e cultura de melhoria contínua. Ganhos de 3 a 5 pontos por trimestre, sustentados, são a régua realista.
Benchmark OEE serve para definir metas individuais de operadores?
Não diretamente. O benchmark OEE define o patamar estratégico; metas individuais devem derivar dele, mas considerar fatores controláveis pelo operador (cumprimento de procedimento, microparadas, qualidade de primeira passagem). Atrelar bônus diretamente ao OEE consolidado, sem auditoria, gera distorção e jogo de número.
Conclusão: do Benchmark OEE à Ação Operacional
Conhecer o benchmark OEE é o primeiro passo; usá-lo para tomar decisão é o que separa as plantas que evoluem das que ficam estagnadas. Os dados internacionais mostram um caminho claro: o ganho de 10 a 15 pontos de OEE está acessível à maioria das indústrias brasileiras, e os números financeiros associados justificam projetos sólidos de modernização.
O ponto de partida é honesto: medir bem, comparar com a referência correta, atacar as três maiores causas de perda. Plataformas MES como o StrategyOEE foram desenhadas para encurtar drasticamente essa jornada, entregando em semanas o que planilhas e relatórios manuais não entregam em anos: confiança no número e foco no que dá resultado. Para fontes adicionais de referência, vale acompanhar publicações da ABDI sobre transformação digital industrial e os materiais de OEE classe mundial.
Quer ver, na sua planta, qual é a distância real até o benchmark OEE do seu setor? Agende uma conversa de 30 minutos com a equipe MOCX e conheça uma demo do StrategyOEE. Em uma única sessão, você sai com uma estimativa de gap, um diagnóstico inicial de perdas e um caminho técnico para destravar o próximo patamar de eficiência.